- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by SAP
- Resilience in the Supply Chain Supply Chain Collab...
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
This another blog in a continuing series discussing what makes for a resilient manufacturing organization. If you missed the opening discussion please read part 1.a summary of the topic, part 2 the introduction, part 3 Flexible Manufacturing Capacity & Scheduling, part 4 Enterprise Asset Management , part 5 Enterprise Asset Management II , part 6 Enterprise Asset Management III , part 7 Enterprise Asset Management IV , part 8 Facilities Management , part 9 Human Capital Management , part 10 Suppliers
Being able to manufacture your product is only one part of the manufacturing organization. To deliver products in the right quantity, and a the right place and on time in a volatile market and increasing costs companies have built or are building complex global supply chains. These supply chains are called on to do more than ever. They must serve different markets across the globe, deliver custom-configured products, support changes of plan at a moment’s notice, react to unforeseen events, and offer optimized solutions that support the business goals.
Such supply chains need to be monitored and controlled, which are a complicated set of activities in a high-velocity business environment. With multiple partners, the need to monitor countless interdependent activities and moving components, needing act quickly to eliminate bottlenecks and delays, it is a daunting task.
Today’s supply chains are truly multi-enterprise supply chains and span the globe. They are getting longer and more fragile. Costs are increasing, customers are increasing escalating the demand for services, and companies lack the visibility into the supply chain.

Figure: Chief Supply Chain Officer Survey - Aberdeen Group - Research Brief Collaborative Execution: Closing the Loop on Supply Chain Planning and Execution Aberdeen Group October 2011
These complex supply chains require sophisticated abilities to monitor, report, adjust to, and analyze the flow of events that occur. Being able to manage these events, in collaboration with your partners and the suppliers of products and services is crucial to transforming from a “plan and execute” to a “sense and respond” way of operating. In other words the supply chain too has to become resilient.
organization.
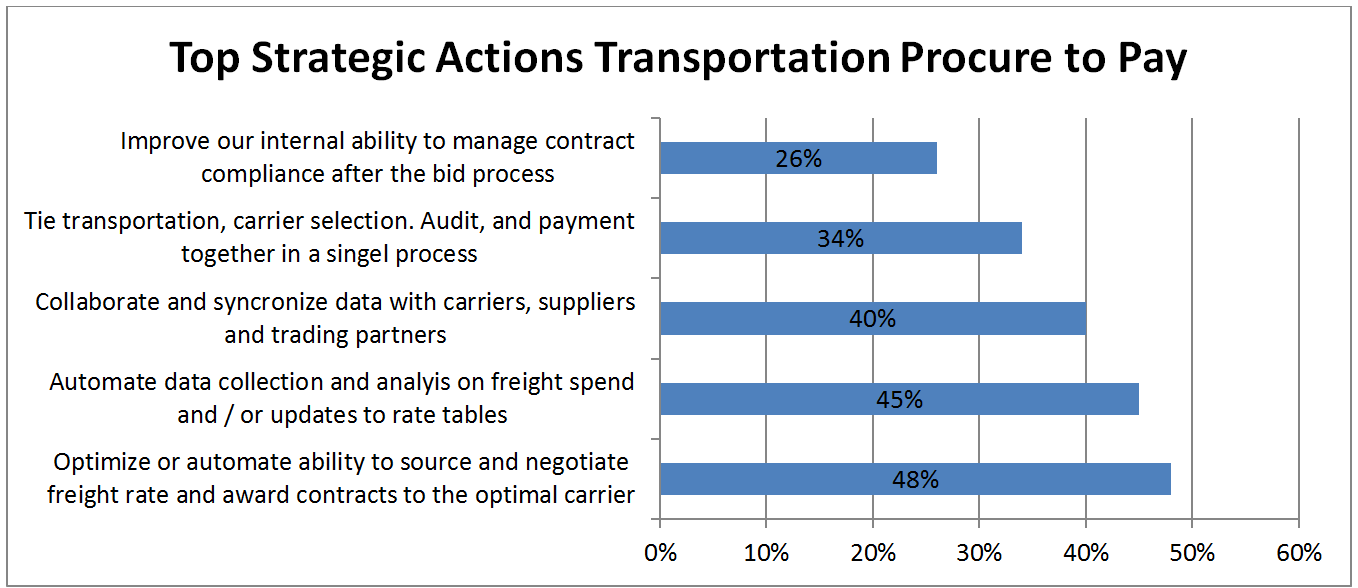
Figure: Top Strategic Actions Transportation Procure to Pay - Transportation Procure to Pay – Aberdeen Group 2012
As the supply chains grow larger and cross international boundaries, the requirement on the organization to comply to multiple countries
regulations increases. It can be seen in the below diagram that the best in class companies have already address global operation when compared to the rest of their peers, and are aware off the growing complexity of regulation, and the associated risk of non-compliance.

Figure: Pressures Driving Global Trade Management and Global Trade Compliance - Global Trade and Supply Management – Aberdeen Group 2011
Have you faced issues with creating a resilient organization? Is it possible to build a resilient organization in the chemical industry? Are your suppliers resilient as well? Is your supply chain included when ensuring that you are a resilient organization? Feel free to discuss/share stories about these questions along with manufacturing in the chemicals industry in general in the comment space below.
Or join the conversation at @SAP4Chemicals
- SAP Managed Tags:
- Chemicals,
- MAN (Manufacturing)
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
-
Artificial Intelligence (AI)
1 -
Business Trends
363 -
Business Trends
23 -
Customer COE Basics and Fundamentals
1 -
Digital Transformation with Cloud ERP (DT)
1 -
Event Information
461 -
Event Information
24 -
Expert Insights
114 -
Expert Insights
158 -
General
1 -
Governance and Organization
1 -
Introduction
1 -
Life at SAP
415 -
Life at SAP
2 -
Product Updates
4,684 -
Product Updates
218 -
Roadmap and Strategy
1 -
Technology Updates
1,502 -
Technology Updates
89
- Futuristic Aerospace or Defense BTP Data Mesh Layer using Collibra, Next Labs ABAC/DAM, IAG and GRC in Enterprise Resource Planning Blogs by Members
- Functional Highlights of the New 3.0 Release of PLM System Integration for SAP S/4HANA in Enterprise Resource Planning Blogs by SAP
- Navigating the Skies: Optimizing Supply Chain Management in the Travel Industry with SAP in Enterprise Resource Planning Blogs by Members
- Listening closely to create the User Experience of the Future in Enterprise Resource Planning Blogs by SAP
- SAP S/4HANA Cloud Private Edition | 2023 FPS01 Release – Part 2 in Enterprise Resource Planning Blogs by SAP
| Subject | Kudos |
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| User | Count |
|---|---|
| 13 | |
| 11 | |
| 10 | |
| 7 | |
| 7 | |
| 6 | |
| 5 | |
| 4 | |
| 4 | |
| 4 |