
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Capacity Evaluation is not sexy
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
ann_hustis
Contributor
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
07-22-2021
12:49 AM
But it is vital to the Plan to Manufacture process!
Let’s face it; the Capacity Evaluation transactions (transactions CM01 to CM05) that have been around since the R/3 days are ugly! Even the opening screen is wanting; you can’t save a selection screen variant, thanks to a greyed-out ‘Save’ button, making the transaction cumbersome to execute.
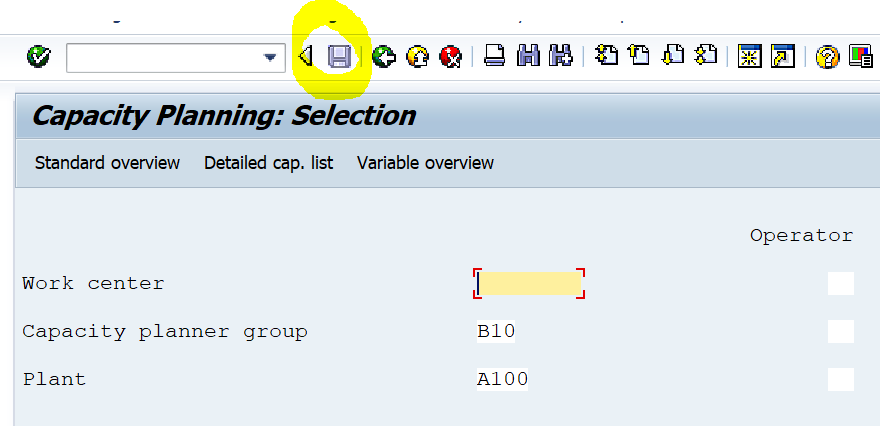
Opening screen of CM01
Moreover, the term “Capacity Evaluation” steers some novice consultants to dismiss it as an unnecessary step. In fact there is a lot more “doing” than “evaluating” in this step. Skip it at your peril!
Where does Capacity Evaluation fit within the Plan to Manufacture process?
The Capacity Evaluation process follows the nightly MRP run and daily Exception Monitoring and precedes Dispatching. It is Step 4 in the screen shot below.

The Plan to Manufacture process
What is the purpose of Capacity Evaluation?
If you have correctly executed non-operative planning -- Sales & Operation Planning and/or Long-Term Planning -- you will have prevented the most egregious of work-center capacity overloads. But capacity overloads can still occur in the operative plan. Consider these situations:
- Sales Order quantities exceed the forecast
- Planners increase safety-stock levels
- Planners reduce the forecast-consumption period
The purpose of Capacity Evaluation is to find and fix capacity overloads as they come into the evaluation horizon. By default, the horizon is nine weeks (60 calendar days) but that can easily be changed before executing the transaction by following the menu path: Settings \ General. Change 60 days to 183 days to report on the next 26 weeks. (It can also be configured to default to the desired number of days).

Change the Capacity Evaluation horizon
We must find and fix capacity overloads for two main reasons:
1. Promise accurate ship dates to customers
Your Sales Order Available to Promise (ATP) check promises dates and quantities to your customer based not only on inventory but also on production orders and planned orders. If your work centers are 150% loaded, you will not fulfil your promises. Below is a screen shot of a typical configuration for the Sales Order ATP “Scope of Check”.
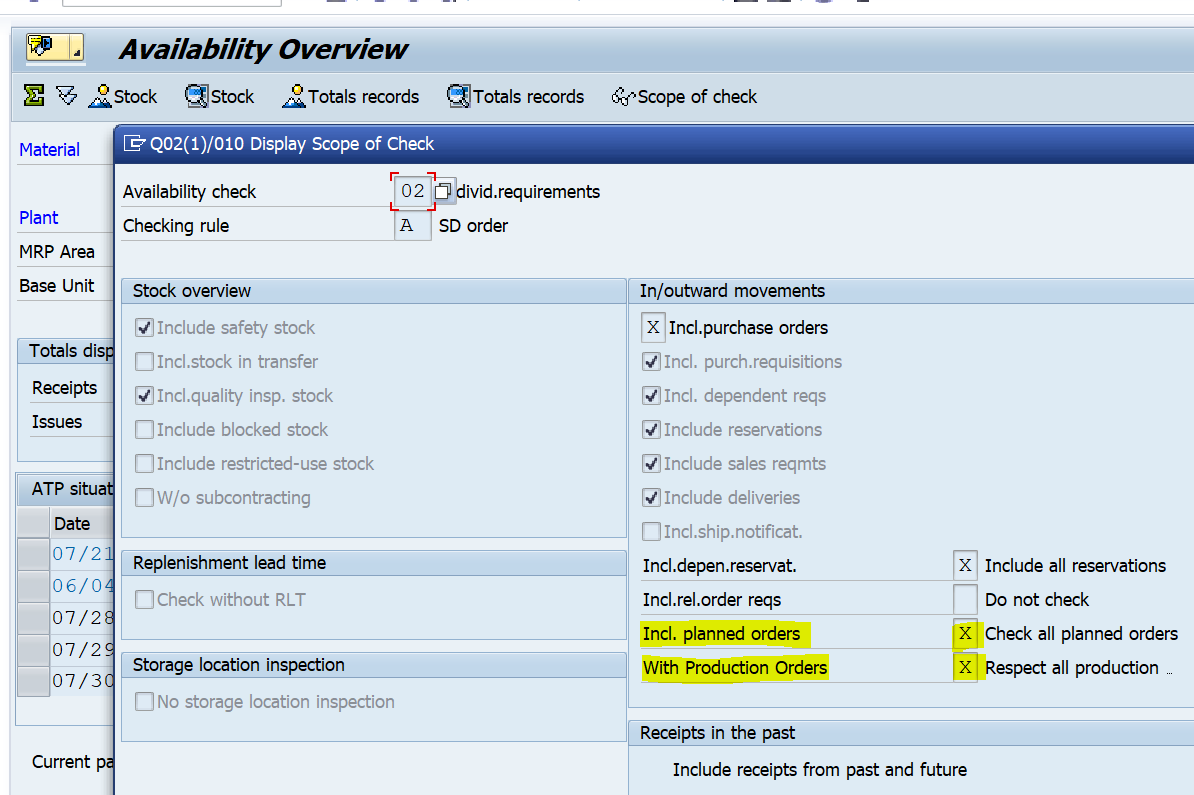
Sales Order ATP Scope of Check
2. Keep inventory at the correct level
If work center capacity is 150% and your component materials are planned using deterministic planning, such as MRP type PD, you will purchase 50% more material than you can process at your work center. As a result, inventory levels will be too high!
Therefore, your Capacity Evaluation period must be long enough to cover most sales order ship dates and procurement lead times. If customers’ requested ship dates are generally between today and four weeks from today, a nine-week period is likely sufficient. On the other hand, if several PD planned component materials have lead times that exceed nine weeks, you should run Capacity Evaluation for a longer horizon. (Another solution is to plan long lead-times materials using consumption-based planning instead of deterministic planning. But that’s a whole other subject deserving of a future blog post).
I’ve executed the CM01 report, now what?
As you can see in the screen shot below, the machine (line) capacity of this work center is overloaded for two periods: Weeks 31 and 36. Let’s look at Week 31 first, when 47.72H of capacity are required but only 41.25H are available.

CM01 report for work center A1-LD01
Select week 31/2021 and click on the icon Cap.details/period and you will be taken to the detailed report where you can see the planned orders (PeggedRqmt) that make up the 47.72 H of capacity requirements that week. Note that the report below shows the capacity requirements in MIN instead of H (my current client’s setup).

Detailed Capacity Report
Here are some things that we can do to solve the overloads in Week 31 (three weeks from today).
I. Jump off this report to re-schedule planned order 10232252 from Week 31 to Week 30. Run a planned order ATP check to ensure that components will be available at this earlier date. Save.
II. Jump off this report to re-schedule planned order 10232252 to a different work center: A1-LD02 since it can also run there; a production version exists.
III. Get agreement from the production manager for overtime work in Week 31. Update the work center’s capacity to reflect this.
After doing any of the above, re-run this Capacity Evaluation report to prove the overloads have been resolved. I used Option II to solve the overloads.

No capacity overload in week 31
Now let’s look at Week 36, when the work center has a 127% load. We could use any of the first three solutions proposed above, although it is probably too early to propose overtime, since the capacity situation will likely change significantly before then.
Here are some additional solutions when the capacity overload is several weeks away:
IV. If this material can be made in-house or procured externally, convert one or two planned orders into purchase requisitions to buy instead of making in-house.
V. If you use quota arrangements to plan quantities of these materials against work centers A1-LD01 and A1-LD02, maintain the quota arrangement to drive more volume to work center A1-LD02, if capacity exists there.
VI. If the capacity overloads are a chronic problem institute a permanent, extra shift.
VII. As a last resort, ask the demand planner to review her forecast for the materials that run on this work center. Is she satisfied that the forecast is correct? If it is too high, request that she reduce it. Then you will re-run MRP and this Capacity Evaluation report.
Summary
Solve capacity overloads as soon as they enter your capacity planning horizon (the period of your CM01 report). In doing so you will provide accurate promise dates to customers since they are based on a feasible plan. And you will procure the right quantity of component materials that will be consumed shortly after they arrive.
Don’t be like the supposedly seasoned consultant I once worked with who wanted to skip the Capacity Evaluation step and jump right into Dispatching. This guy suggested we dispatch the work centers for the next three weeks even though they had 160% loads; he wanted to smooth the next three weeks of MRP planned orders out over the next five weeks. “Problem solved,” he said!
Why was the consultant’s suggestion wrong? Please comment below.
- SAP Managed Tags:
- MAN Production Planning (PP)
13 Comments
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
edocument
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Financial Operations
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Work center hierarchy not working in Enterprise Resource Planning Q&A
- Sales in SAP S/4HANA Cloud, Private Edition 2023 in Enterprise Resource Planning Blogs by SAP
- SAP S/4HANA Cloud, Private Edition 2023 Product Launch in Enterprise Resource Planning Blogs by SAP
- Industry scenarios for SAP S/4HANA Public Cloud for consumer products industry - CE2308 in Enterprise Resource Planning Blogs by SAP
- Sustainability with SAP S/4HANA Cloud, Public Edition 2308 in Enterprise Resource Planning Blogs by SAP
Top kudoed authors
| User | Count |
|---|---|
| 6 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 | |
| 1 |