
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Is your SAP PP system a Rube Goldberg machine?
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
ann_hustis
Contributor
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
08-13-2020
2:38 PM

Rube Goldberg’s Self-Operating Napkin
I love SAP! The Production Planning (PP) process is very logical and straightforward and actually quite fun to do! So why do companies mess with it and create a Rube Goldberg machine to plan their production?
From Wikipedia: A Rube Goldberg machine, named after American cartoonist Rube Goldberg, is a machine intentionally designed to perform a simple task in an indirect and overly complicated way. Usually, these machines consist of a series of simple unrelated devices; the action of each triggers the initiation of the next, eventually resulting in achieving a stated goal.
In this blogpost I discuss each Production Planning step using business language. Why do we execute each step? What is the business outcome? Then I show you one of the many Rube Goldberg machines I've encountered in my 20+ years of SAP PP consulting. Finally, I surmise how clients end up with these "machines".
The standard Production Planning Process
Here is a schematic of the standard SAP Production Planning process. My discussion focuses on Operative planning starting with Demand Management, step 1 and ending with Production Order Execution, steps 7 and 8.

SAP Production Planning Process
Here is the detail for each step:
| Step | Business purpose | Business outcome |
| 1 | Demand Management is the starting point of operative planning. Once you have a consensus plan in Sales & Operations Planning or Long Term Planning you move the plan to demand management. Depending on your industry (planning strategy) the sales from customers might influence the total demand. So will safety stock set in the material master. | You have a total demand plan. |
| 2 | The purpose of Material Requirements Planning is to create/change supply elements (purchase requisitions for buy-materials and planned orders for make-materials) to meet the total demand. If the planner has firmed some of the supply elements, the MRP run will create exception messages to advise the planner what she must do. | You have a total supply plan that needs corrections. |
| 3 | Planners perform Exception Monitoring after the MRP run to re-balance supply with demand. Because MRP could not change firm elements such as purchase orders and production orders it is the job of the planner to manually reschedule these. | You have a re-balanced supply plan. Supply matches Demand |
| 4 | In Capacity Evaluation the planner ensures that no work centers’ capacity is overloaded within the capacity planning period, for example the next 9 weeks. This plan is accurate to the WEEK. If capacity overloads exist, she does one of these things to resolve the problem:
She then re-runs the MRP program for this slightly revised plan. | The production plan is feasible from a work center capacity point of view (weekly buckets). Your buyers can trust this plan and buy components for it. |
| 5 | In Dispatching using the Graphical Planning Table, the planner schedules the near term planned orders (say, for the next 2 weeks). During this scheduling she can make use of sequencing functionality so that planned orders with the same/similar setup are scheduled together. This ensures that the shop floor spends less time cleaning/setting up and more time producing. This plan is accurate to the HOUR. | The production plan is feasible from a work center capacity point of view (hourly buckets). AND, the planned orders are sequenced in the order the Production Supervisor wants them! |
| 6 | The Available to Promise (ATP) program is run on the planned orders in the dispatched period to commit components to these planned orders. The rule for this commitment is not strict; it will consider scheduled elements (e.g. purchase orders) as a source of supply. If this ATP check fails the planner:
| Same as step 5 PLUS you have confidence that all component materials will be available for production. You now have a feasible production plan! |
| This is the end of the PLANNING phase; next is the SCHEDULED phase… | ||
| 7 | In Production Order Execution the planner converts the planned orders to production orders (status: CRTD) for say, the next 2 days. Then she releases (REL) the production orders for the next day allowing enough time for the warehouse to stage materials to the line and the Production Supervisor to crew the lines. | Your shop floor operators can begin making the product. |
| 8 | The Available to Promise (ATP) program is run twice here; once on the CRTD production orders and then again on the REL orders applying stricter rules at each status. The purpose of doing a total of three ATP checks in steps 6 and 8 is to ensure that you drive any component shortages to the orders that are running latest, that is, the planned orders. See screen shot below. | |
| This is the end of the SCHEDULED phase; next is the ACTUAL phase… | ||
In the last step of Production Order Execution, the operators Confirm the production order; this does several things:
| Finished material is in inventory ready to be inspected by the quality department and then delivered to customers. |

ATP rules are made to drive component shortages to the orders scheduled latest
What’s really great about having all processes in one system (SAP) is the Integration through the 3 phases of production: PLAN, SCHEDULE, and ACTUAL. The integration is controlled through the Exception Monitoring process (Step 3) which you can think of as a command center.

Exception Monitoring acts as a Command Center
And now, here’s an example of what I've seen at clients:
Rube Goldberg Machine #1
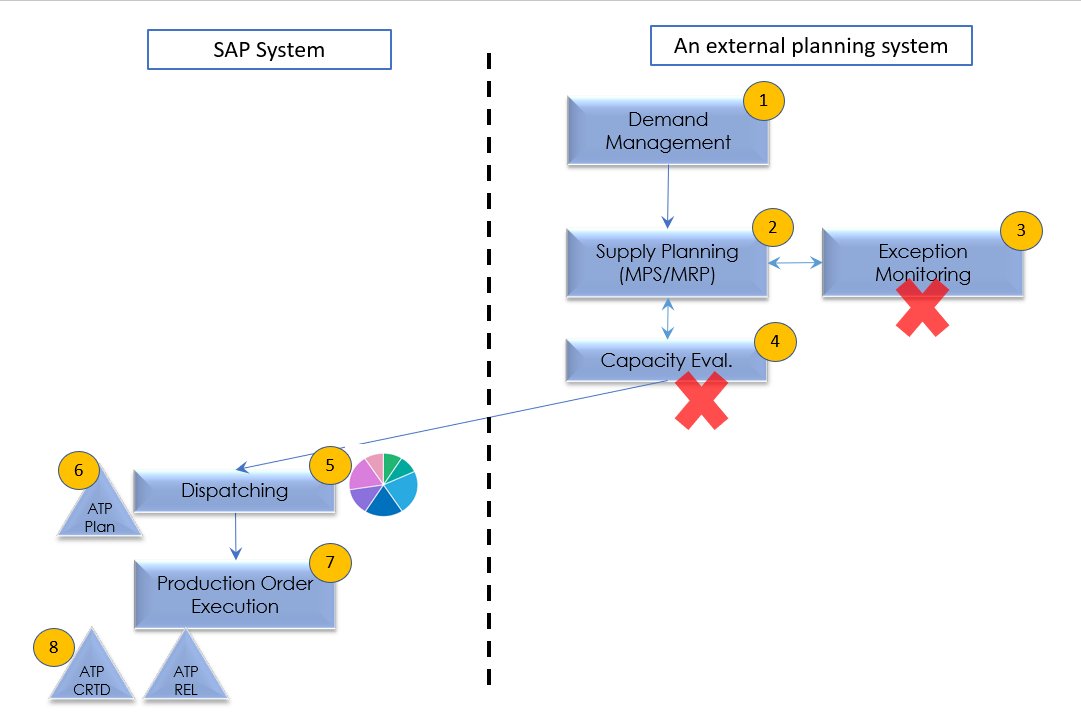
Rube Goldberg Machine #1
Some highlights of Rube Goldberg #1:
- Can you imagine the number of interfaces that had to be built/monitored to run MRP in the external planning system when the production order execution and component purchasing was done in SAP? They had to send all of the necessary master data; the inventory; the demand; firmed supply; and scheduled supply from SAP to the external planning system.
- Oh, and by the way, they didn’t develop a change planned order or change purchase requisition interface so they sent the supply elements to SAP once and ignored any changes that were required in the next MRP run!
- They didn’t do Exception Monitoring so how accurate was their Supply plan?
- They didn’t do Capacity Evaluation for the next 9 weeks so needless to say component inventories were too high. Also Dispatching step 5 in SAP didn’t work because they could not dispatch work centers that had consistent weekly capacity loads over 100%.
I’ve seen many more versions of the Rube Goldberg but in the interest of keeping this article short I've not included them. But I'm sure you get the idea…
Why do clients allow a Rube Goldberg PP process?
I don’t know exactly why clients get themselves into a mess like this but I have some ideas. Here they are:
- The client insisted on doing things the way he’s always done them and the Implementation Partner did not educate the client on why it is wrong; he let it continue. Change Management!
- The PP Consultant was a newbie and not aware of all of the PP functionality in SAP so he advised the client to buy an external tool to do one of the PP steps. The biggest culprit here is Step 5 Sequencing during Dispatching using the Graphical Planning Table. Many consultants do not know that SAP can sequence planned orders according to the Production Supervisor’s desired multi-level sort sequence. An example from the aerosol paint industry is: sequence first by paint color, then can size, then pack size.
- The client said they don’t have enough budget to implement the required SAP functionality but somehow found budget for third party tools.
- The client has a long-term relationship with a planning software vendor. Client did not want to tell the vendor that he’s replacing his software with SAP. So instead he interfaced the planning software to SAP to keep paying the licenses.
- Client is from the 1990s; he’s heard the buzzword “Best of Breed” so he insisted on using software that he considered the best at each process. He did not consider the huge expense to interface the systems and did not understand that he was breaking the integration within SAP. The Implementation Partner saw big consulting dollars on the horizon so did not guide the client to do the right thing.
Summary
If you’re currently using a Rube Goldberg machine for your PP processes you undoubtedly have very high inventories and dead stock. Your customer service level is probably suffering and/or your planners and buyers are expediting like crazy. These are all the symptoms of a non-integrated production planning process.
There are SAP Optimization companies in the industry who can help you return PP processes to standard SAP. Some of them offer a gain sharing fee structure so that both you and the optimization company share in the inventory savings and customer service level gains. There's a common goal when both parties have skin in the game!
If you are about to do an SAP Greenfield Implementation please carefully consider all that I’ve detailed above. You don’t want to get your company into a Rube Goldberg planning system.
- SAP Managed Tags:
- SAP Demand Management,
- MAN Material Requirements Planning,
- MAN Production Planning (PP)
5 Comments
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Building Low Code Extensions with Key User Extensibility in SAP S/4HANA and SAP Build in Enterprise Resource Planning Blogs by SAP
- Beyond Basic (2): Certificate-Based Authentication in SAP S/4HANA Cloud Public Edition in Enterprise Resource Planning Blogs by SAP
- Cost rate for labor & machine activities in Standard Cost are not correct in Enterprise Resource Planning Q&A
- How Cloud ERP Empowers Companies To Grow and Transform in Enterprise Resource Planning Blogs by SAP
- SAP S/4HANA Service and integration with SAP Field Service Management in Enterprise Resource Planning Blogs by SAP
Top kudoed authors
| User | Count |
|---|---|
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 | |
| 1 | |
| 1 | |
| 1 |