
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Multi Plant Planning - Part 2 (Using Quota Arrange...
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
former_member19
Active Contributor
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
05-05-2015
9:38 AM
Multi plant planning is a vast area which is conceptually strong and deep. This document is an attempt to present the key features with some examples and screenshots.
If you have missed Part 1, you can refer here: Multi Plant Planning - Part 1 (Production in Alternate Plant)
Part 2: Using Quota Arrangement
Quota arrangement is another way to split production into multiple plants. You can more than one production plant in case of Quota arrangement, as compared to production in alternate plant concept. In the planning plant, the quota usage needs to be set to 4 (as shown below – MRP2 View) to consider the MRP and Production Order details.

The quota needs to be planned using the T-code MEQ1


You can choose the validity period and click on items. The important part is that, MRP will consider the quota arrangement settings only for the above specified period. If there’s any requirement which falls outside this time frame, the same will automatically point to the planning plant itself. If you want to set the production plant as something different, then specify the same at Special procurement key (Refer Part 1).
The flexibility here is that, you can set the quota on a specific period and at the same time, can set production in another plant for requirements falls outside the time frame.
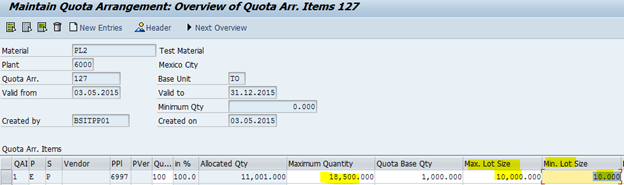
Inside MEQ1, let’s set the quota as below:


If you remember the last MRP screen in Part 1, it was as below:
As per Quota settings, the minimum lot size is 500, which should exclude planned orders with 41 and 100. The planned order 41 will anyway be excluded; as it’s outside the timeframe of quota settings.
The maximum lot size is 8000, which means planned order 9,900 cannot be completely processed in 6997.
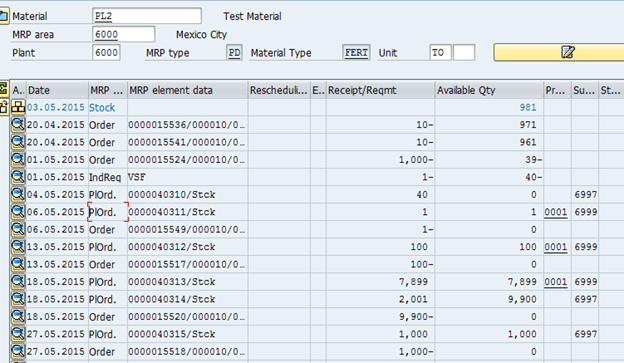
Run MRP on plant 6000. The result in plant 6997 is as below:

MRP has taken the max specified in Quota – 8500 MT.
Let us see the planning situation in Plant 6000:

It has excluded the quantities less than 500. On the higher side, it fetched the planned order for 9900, but quota only allows 8000 MT to the max. So, the planned order is split and 8,000MT is assigned to plant 6997. The remaining is split and assigned to both the plants. You can see the external plant assignments on 2 orders.
The quota arrangement screen is as below:

Let us increase the quota:

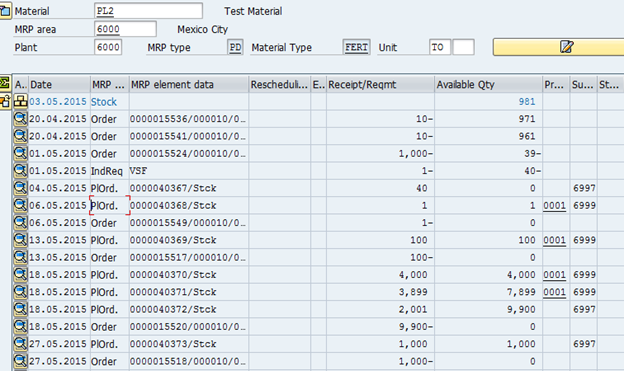
Run MRP
It has re-aligned and is only missing planned order with quantity < 500. The upper limit of 8000 has again forced to split the bigger order 9,900.

Increase the quota again:
This should accommodate all the current requirements (Valid after 03.05.2015). Let’s run MRP again:

Add one more plant
Now, let us add one more plant to the quota arrangement list. (Create master data in plant 6999)
Run MRP at plant 6000:
The quota maintained for 2 plants and the results are as below:

MD04 Results:

If you have noticed, the first planned order (requirement 40 as of 01.05.2015) is assigned to 6997. This time is outside timeframe of quota (Quota validity starts from 03.05.2015). This will ideally go to plant 6000 but is showing under 6997, is due to the below setting:

So, you can club special procurement and quota arrangements to make use of multi plant assignments.
If I do not choose special procurement (91 = Produce in plant 6997), then the same will go to plant 6000. So, the production is split into 3 plants. The current settings will split orders into 2 plants.
As described earlier, it is always possible to change quantities and play around with numbers. But, let us take another scenario – Prioritizing the plants.
Prioritizing the plants
The priority can be set at the rightmost part of quota arrangement screen. Let us set priority 1 to 6999 and 2nd priority to 6997. To understand the concept clearly, let us remove all the constraints of min, max, base etc.

Run MRP at 6000 and see all planned orders are moved to plant 6999.
You can see the same in MEQ1 directly, no need to check MD04:
All the requirements are moved to the 1st priority plant. So, if there are no constraints, MRP distributes the requirements based on priority, which doesn’t have any limit.

Multi – Plant: With Capacity Limits
Let’s say one plant has a capacity of 8000 MT per month and should get 1st priority when it comes to production. If the requirement goes above 8000, then move it to 2nd plant.
You can see the Max relative quantity and interval details next to “priority settings”. This is used to define the capacity limits. Let us define 8000 as max limit and period as 1 month (Monthly setting).

Run MRP Again on planning plant 6000:
You can see 7899 + 100+ 1 = 8000 is planned on 6999 and the rest is pushed to 6997.
Change the max lot size to 4000. Run MRP Again.
The total is same, but the planned order is split into two, based on max lot size.
The requirement in plant 6999 is now 1+100+4000+3899 = 8000 MT.
If a maximum lot size is specified for a source of supply, and if this source has a much lower quota rating than other sources, the following happens: the lot is split up into several order proposals (each of which amounts to the maximum lot size) which are all assigned to the the source in question.
To avoid this, you can set the "once-only" indicator. This will cause the source to be taken into account once only for an amount equal to the maximum lot size. The remaining quantity will be assigned to the next source.


There are quite number of options possible with multi plant and quota arrangements. Hope the document covers many of the valid requirements in this area.
Thanks
Prem
- SAP Managed Tags:
- MAN (Manufacturing),
- MAN Production Planning (PP)
9 Comments
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
edocument
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Financial Operations
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Quota Arrangement in Make To Order Scenario in Enterprise Resource Planning Q&A
- Deep Dive into SAP Build Process Automation with SAP S/4HANA Cloud Public Edition - Retail in Enterprise Resource Planning Blogs by SAP
- SAP S/4HANA Manufacturing for planning and scheduling - Release 2023 is now available in Enterprise Resource Planning Blogs by SAP
- Quota arrangement question-Split is not working properly in Enterprise Resource Planning Q&A
- MRP user exit and ehancement for quota arrangement in Enterprise Resource Planning Q&A
Top kudoed authors
| User | Count |
|---|---|
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 | |
| 1 |