
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Lean Manufacturing with SAP-ERP
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Former Member
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
04-19-2014
4:23 PM
Companies perform lean projects all the time... and, at least per my experiences, very rarely do they connect the principles with their ERP system. This is probably due to the fact that lean gurus, consultants and prophets very often do not care about ERP and neither do they think that ERP is necessary. Is it really true that once you implement lean, you don't need an ERP anymore?
I think not. There must be some element to report cost back to an accounting or costing system and self-controlling systems with visual feedback on the shop floor are working in some cases but not in others. Besides, you'll have to plan some things... if you let Kanban control itself and let it create signals to replenish, you will have to make sure the raw materials are available and you have free capacity. One-piece flow seems like a nice concept, but not everybody is like Toyota and when you make fancy faucets, you'll have to batch the fabrication of components, because you can't 'flow' rivets one piece at a time. Some setup optimization and sorting in the schedule is mandatory.
Nevertheless, you can and should make an effort to 'lean' your shop floor if you want to stay competitive. Avoiding the waste of overproduction, manufacture to actual demand and flow with a 'takt' based scheduling system, 'pull' from supermarkets and introduce an inventory / order interface at the right location. Those are all lean improvements that can be handled in standard SAP-ERP.
SAP has the ability to execute takt-based scheduling, perform line balancing, pull with eKanban, level demand with a heijunka sequence and even combine a planned, level sequence to reserve capacity and purchased parts, with a Kanban withdrawal from an actual demand signal.
The key word is 'repetitive manufacturing'! And there is a lot of confusion around it. Some people consider REM a production type and I fully agree if one would call it 'flow manufacturing'. In that case I would argue that you may have:
- the production type: 'discrete manufacturing' for complex routings and large batch production of discrete items (heavy machinery, turbines, job shop)
- the production type 'process manufacturing' for complex processing of 'active ingredients' (some chemical or other reaction is going on while your processing and you can only express that with a formula). In process manufacturing things are usually liquid or flowing and you can't go back to the raw state once your in the process. (chemicals, food)
- the production type 'flow manufacturing' (flow in a different sense than liquid flow) for simple routings on a production line. Flow manufacturing is defined by manufacturing lines where product flows along and moves through stations where value is added to the product. That kind of production you want to flow without too much interruption... and it really doesn't matter whether it's discrete or process.
Now, what I see often when people show me their factories, is production lines where raw material is introduced to a work station and value is added in a flow-like of ways until a finished good gets packaged and put into storage.
Then we'll go into SAP and find many production orders recording that process. Semi finished product is posted into inventory and issued again, scheduling and capacity planning needs to be performed at every inventory point and each production order is confirmed and costed individually... not very effective (or should I say 'not very lean'), lots of inventory of semi finished goods, very long cycle and lead times and very time consuming and work intensive procedures.
That's why SAP came up with REM - maybe not the very best name for a thing that can make a positive difference in your planners and schedulers work lives. When you use REM - or lean SAP - you can setup production lines with sort buffers and reporting points where product can flow along without being put in inventory. In order to avoid WiP buildup, you can use Line Balancing to make the products flow (which, according to Little's Law and actual experiences also reduces cycle times). Line Balancing will also help you build a model mix and calculate a 'takt' by which you slow down or speed up the line so that you manufacture according to the takt aligned to actual demand and thus avoid the waste of overproduction. And based on that calculated takt you can use Sequencing to build a mixed model schedule according to the principle of equal distribution (every part every interval - EPEI or heijunka). REM also makes it easy to report actual production times and consumption (using backflushing at reporting points and run rates at the end of the day) and uses cost collectors to report cost as 'parts per period' (think about that for a while.... do you really want to cost every production order? don't your accountants think in period based cost reporting anyway?)
SAP-REM provides many opportunities to build your manufacturing process into the ERP system - just the way it happens on the shop floor. And if you build that model into SAP, yu gain transparency and therefore the ability to constantly monitor, 'lean' and improve on the way you build.
Less inventory! Shorter cycle times! Higher throughput! Demand driven manufacturing! ... to just name a few...

heijunka schedule in SAP-REM
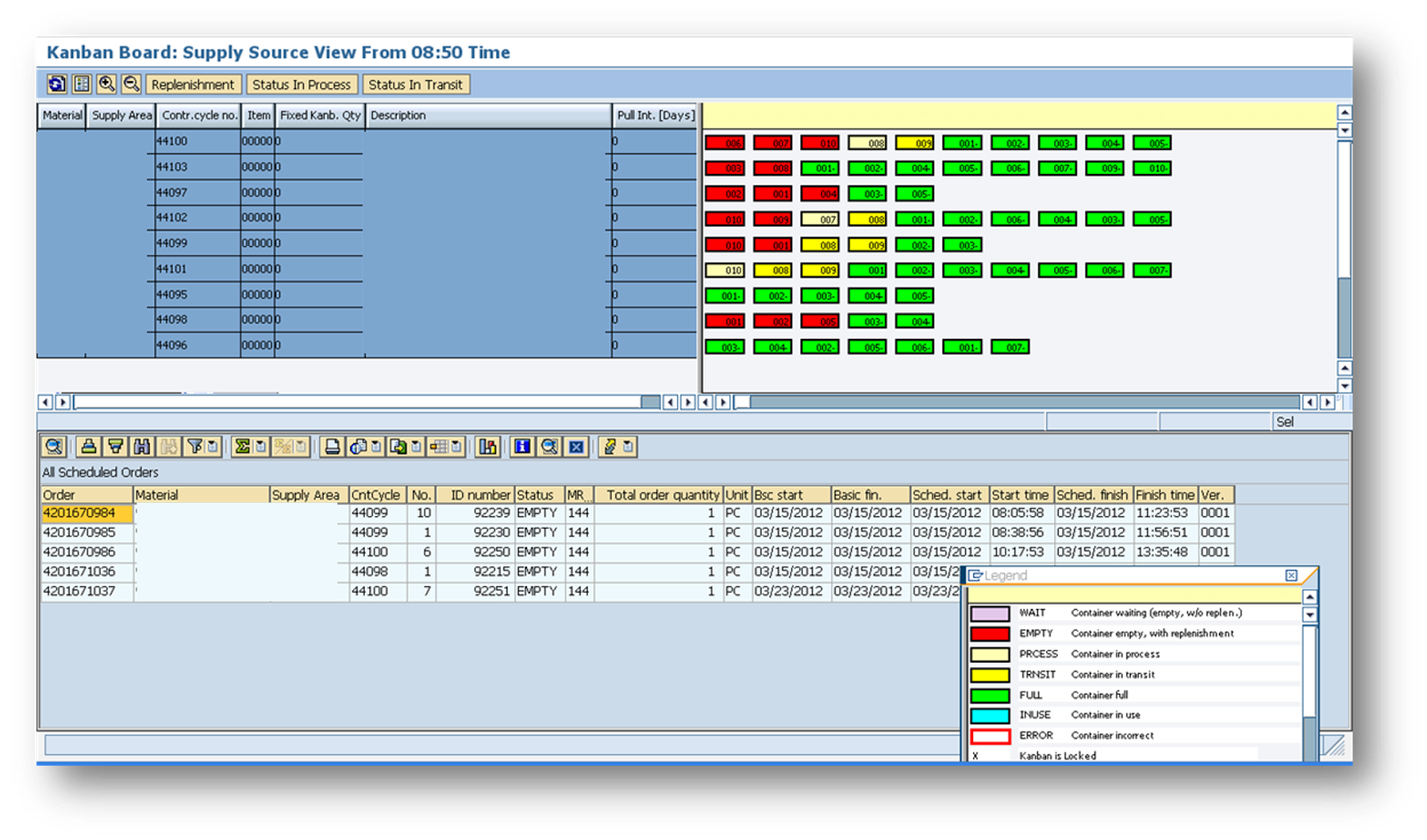
Kanban Board in SAP: The view from the Work Center - a Kanban signal looks for an existing order on the sequencing schedule.
- SAP Managed Tags:
- MAN Production Planning (PP)
8 Comments
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
edocument
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Financial Operations
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
learning content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Manage Supply Shortage and Excess Supply with MRP Material Coverage Apps in Enterprise Resource Planning Blogs by SAP
- The Role of SAP Business AI in the Chemical Industry. Overview in Enterprise Resource Planning Blogs by SAP
- Quick Start guide for PLM system integration 3.0 Implementation/Installation in Enterprise Resource Planning Blogs by SAP
- Futuristic Aerospace or Defense BTP Data Mesh Layer using Collibra, Next Labs ABAC/DAM, IAG and GRC in Enterprise Resource Planning Blogs by Members
- Role description for manufacturing in Enterprise Resource Planning Q&A
Top kudoed authors
| User | Count |
|---|---|
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 |