
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- KANBAN Execution- Step by Step Approach
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
former_member20
Active Contributor
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
01-06-2014
5:46 AM
KANBAN is a process by which material can be replenished as per the requirement. KANBAN is a Japanese technology for material replenishment. KAN- means card and BAN means signal. Hence understanding is card which will give the signal for replenishment stock.
KANBAN will have plastic bins and cards. The card will hold the material no, storage location, Bar code, material qty etc and will be kept on the bin once the bin is full. Once the bin is empty, then the card will be on the board. Like that multiple card will be there for a single material with proper serial no.
KANBAN is having two master data.
1. Control cycle
2. Supply area
First of all supply area will be created with storage location and responsible person.
T code PK05. Put the plant and create new entry.

Put storage location and responsible person and save the data.

Go to MMSC

Exclude the storage location from planning(as this is not required to plan through MRP). We can exclude the storage location from customizing also. In this case all the material in the storage location will be excluded for planning.

Now the control cycle has to be created.
T code PK01
Put material, plant, supply area and select classic KANBAN.

Put no of KANBAN (means no of bins), No of KANBAN quantity and maximum empty allowed.

Select production type also (inhouse/external).
This can be done through control cycle maintenance also. T code PKMC. To create new click on


Now check MD04 screen

Total stock is 63 and is excluded from MRP. This stock will be consumed in subsequent stage(in next stage)
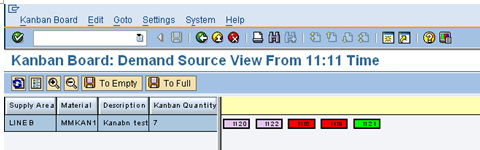
Now check the status of the KANBAN bin. T code PK13N

Here three bins are full and two bins are in Wait status. Click
 to see the legends.
to see the legends.
Two important status of KANBAN is.
If Bins are made full- GR will be done
If Bins are made empty-Procurement proposal will be created (NOT GI WILL BE DONE)
GI is being done through backflush.
In actual situation bins are being scanned through RF device and scanning is being done one the Bins are empty or Full.
But here we will do through this tab.

Let’s select one bin and make it empty by


One KANBAN processed and Bin became RED. This means Bin is empty.
Now check MD04. One Production order created (as empty means one proposal will be created).

Make another Bin empty is same process and see MD04 screen.

Release both the order. The order type of KANBAN is PP05.
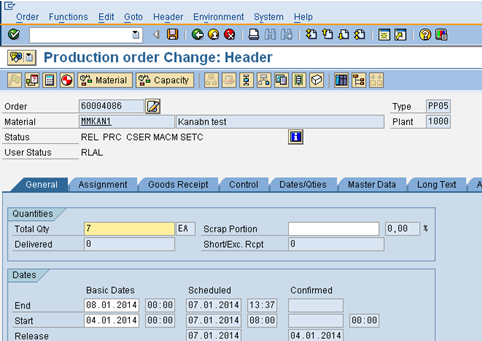

Double click on the Bin and you can see the details with order created.

Check the stock in MMBE
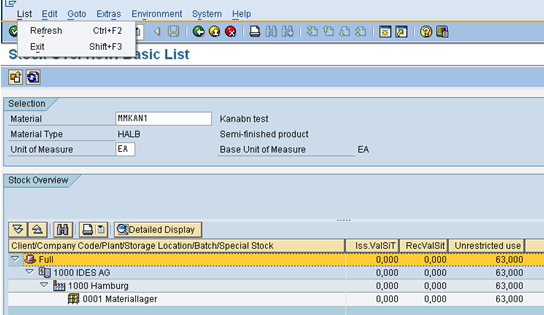
Stock is 63. Now select one empty Bin in make it Full


The Bin became green.

Check the stock

Its become 70 unrestricted. Hence 7 nos GR is happened.
Repeat the process and check the qty .More 7 no GR happened

Check MD04. No proposal exist (for all orders GR happened).

Few more useful T codes
PK11: Plant overview.


PK18: For each material production order, DOC no on which the production order got posted can be seen. Status of KANBAN container will be displays also.
PK31: Error in KANBAN can be checked. Select any error line and click on Bell. You can change the error status.
PK09: KANBAN can be locked (when the KANBAN is not is used/Bin is damaged).
- SAP Managed Tags:
- MAN Production Planning (PP)
40 Comments
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Business Rule Framework Plus(BRF+) in Enterprise Resource Planning Blogs by Members
- FAQ on Upgrading SAP S/4HANA Cloud Public Edition in Enterprise Resource Planning Blogs by SAP
- SAP ERP Functionality for EDI Processing: UoMs Determination for Inbound Orders in Enterprise Resource Planning Blogs by Members
- Deep Dive into SAP Build Process Automation with SAP S/4HANA Cloud Public Edition - Retail in Enterprise Resource Planning Blogs by SAP
- How Cloud ERP Empowers Companies To Grow and Transform in Enterprise Resource Planning Blogs by SAP
Top kudoed authors
| User | Count |
|---|---|
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 | |
| 1 | |
| 1 | |
| 1 |