
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Factory Physics and it’s possible application in S...
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Former Member
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
12-05-2012
5:36 PM
In previous posts I talked about using science in supply chain optimization. The science I am talking about is often rooted in Factory Physics (based on the great work of Mark Spearman and Wallace Hopp). There are many more, but the three most basic principles in Factory Physics are:
1. Little's Law, which describes working capital performance (WIP = cycle time * throughput)
2. the VUT Equation, which relates capacity, variability and time buffers (CT(q) = V * U *t) and is vital to understand costing implications
3. Variance of Lead Time Demand, which drives inventory and performance (sigma2 = Lead Time sigma2D + Demand Sigma2LT)
These formulas don't need derivation or mathematical explanations, but they describe some basic concepts which we can relate to as we define where we are standing and, maybe even more important, where we want to go in our efforts to optimize our SAP supply chain.
This blog deals with the second of these principles, the VUT formula or Kingman's equation
Variability is an unavoidable fact of life that is best managed through understanding the tradeoffs it presents. Variability is a double-edged sword—it can be good, e.g. having more than one product to offer to your customers, or variability can be bad, e.g. machine breakdowns or order cancellations, late deliveries from your vendors and large differences between forecast and actual sales.
To manage variability we take two steps:
- First, determine the amount of good variability that allows you to stay competitive
- second, use the right combination of buffers - inventory, time, capacity - and take action to reduce it.
As we all know, we can not set demand levels or product offerings at will. But we can look at relationships and their implications (e.g. by use of the VUT formula) and use practical buffer management strategies to get the best possible performance under the given circumstances and external factors. The key to success is understanding the effects of variability on your value stream and managing the trade-offs to your advantage.
To get a better understanding and to gain visibility I suggest to map your operations in an SAP value stream diagram (I have shown examples of the SAP value stream in other blog articles. It is a conventional value stream map that includes information like customizing and basic data settings in SAP). Any value stream is composed of demand and transformation (where transformation breaks down into stocks and flows), where the transformation, in form of stocks and flows i used to meet demand.
![]()
The most profitable situation is when demand and transformation are completely synchronized and demand is met with perfect supply in exactly that quantity of that product at that place on that time. We all know that this never happens. The difference is variability and variability is responsible for the appearance of three buffers.
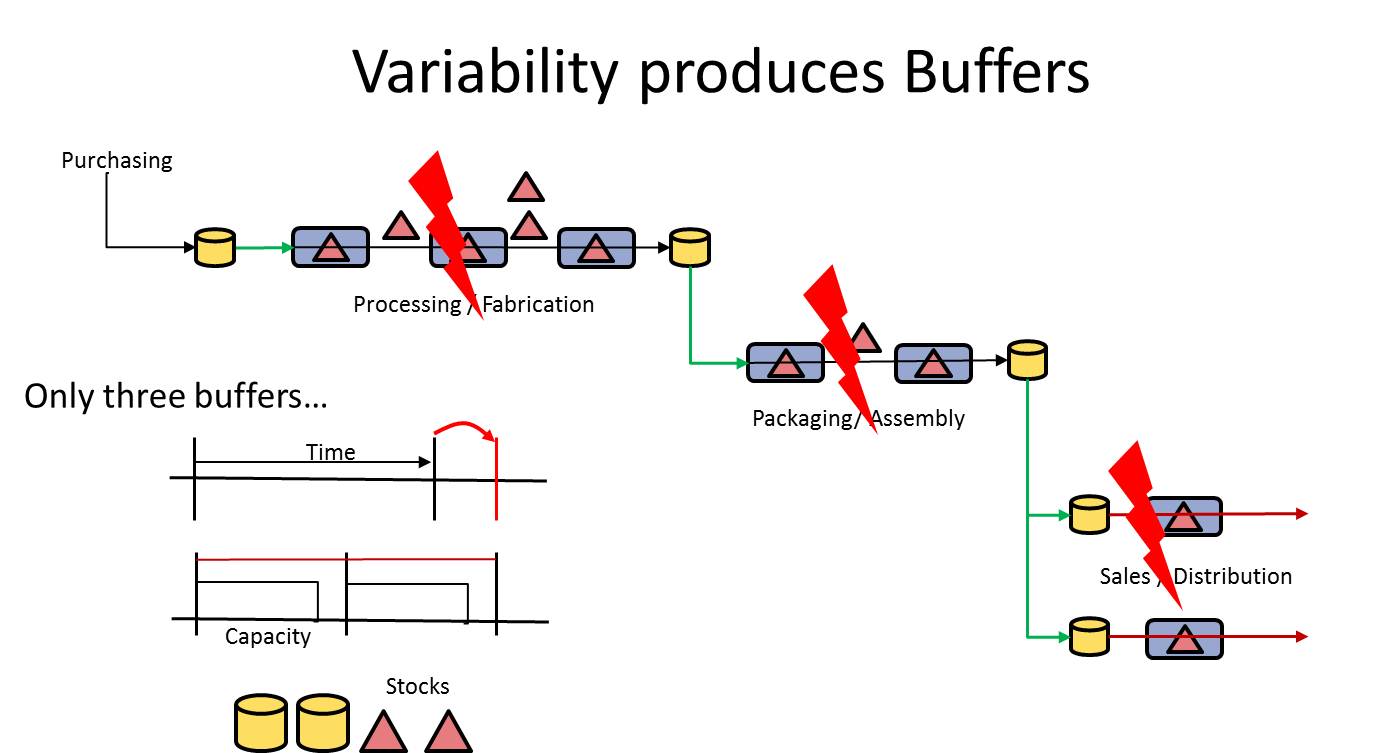
This is not a bad thing - it's just the way things are. The bad things start to happen when executives and managers expect manufacturing and supply chain operations to behave differently than nature permit. The classic example is scheduling at 100% capacity utilization and expecting to be able to control performance well. Scheduling at 100% capacity only works out when there is zero variability and zero variability only happens at Christmas when the lines are down.
So to optimize your performance you can work with four things: The three buffers inventory, capacity and time and a reduction effort in variability. Now when it comes to using these parameters I want to quote the people from "factory Physics" as they talk about how a scientific basic is needed in today's supply chains:
"More and more, people are realizing that the goals of “eliminate variability” (from Six Sigma) and “reduce waste” (from Lean Manufacturing) are admirable goals but only state the obvious. If “eliminate variability,” is used to mean achieve zero variability, it is an impossible goal. If one accepts that zero variability is not possible so the mantra is changed to “reduce variability,” there still is no good description of what is a reasonable level of variability—as described earlier, some variability is bad and some is good. In the classic Lean Manufacturing approach, “reduce waste” is like saying, “Do the right thing.” It sounds great but doesn’t provide much direction."
I agree that we need to do more than just saying: "let's make things better!". In Factory Physics the answer to how to best optimize buffers and reduce variability is Kingman's equation. The VUT equation states that the cycle time in queue (in front of a production line or the inventory in front of a customer in the DC) is the product of a variability factor(V), times a utilization factor(U), times the effective process time(T).
The VUT is only an approximation but it gives an insight into the relationship of the three buffers and variability. It helps developing an intuition for managers to make better decisions. As an example: The combination of reducing inventory, doing nothing about variability, and expecting on-time delivery to improve or stay the same is a recipe for trouble. I've talked many times about the "unscientific inventory reduction" that some supply chain optimizers suggest. It's a prime example of where optimization projects do not produce results! With a good understanding of Factory Physics principles, your intuition would tell you not to approach inventory reduction goals by just mandating reduced inventory levels. You would accept the goal and then use your understanding of Factory Physics principles to determine what is required to achieve reduced inventory levels and direct your organization on how to proceed most quickly to achieve the inventory reduction goals with no loss in on-time delivery performance.
From Factory Physics: "The VUT equation is very useful since it describes the relationship of the three buffers in succinct form. If we want to have a low time buffer, then either V or U must be small. If V is not small, then U will have to be small. This means that if we have variability and want to have a small time buffer, we will need to have a large capacity buffer in order to keep U small.
Example: If you are constantly making schedule changes because you allow customers to make changes to their orders at any time, you should also have plenty of extra capacity available or be prepared to ship orders late. What about inventory?
For WIP we can use Little’s Law and get, WIP = CT x TH = (VUT) x TH. So to keep the inventory (WIP) buffer low we will also have to have a large capacity buffer in the presence of high variability. The VUT Equation combined with Little’s Law shows us that high variability at highly utilized work centers results in both a large time buffer and a large inventory buffer.
.. Example: What if we force WIP to be low? Managers do this all the time by limiting how much WIP is allowed in the system through use of pull systems such as kanban or CONWIP. If the VUT equation is to hold, something has to give. If variability is not reduced and process time is not decreased then U will go down with less WIP in the system. The only way for U to go down is for the throughput to go down. This is exactly what happens in manufacturing plants that are overzealous about reducing WIP. As discussed, such plants go beyond lean and become anorexic. WIP and cycle time will come down but so will output of the plant if variability is not reduced. So if you are making management decisions and you are focusing on reducing WIP, make sure you understand how much WIP is needed to maintain maximum throughput given the variability levels in your operations."
There is a lot of talk out there about the agile supply chain, the demand driven supply chain, real-time response and the lean, waste-less supply chain. i agree wholeheartedly that these are things we need to actualize with tools and functions SAP software provides us with, but look at the big picture and reference your actions to a framework that is based on a solid (scientific) basis. John F. Kennedy once said: “…be aware of the danger—but recognize the opportunity.". All too often you find yourself in an optimization project where you are beeing told about an opportunity in pursuit of better performance but the dangers are irresponsibly ignored.
If you want to be agile/demand driven/real-time, you are stipulating that you require a very small time buffer and typically executives want this fast response with little or no inventory. If you attempt to have a very small time buffer, very little inventory, and you do not reduce variability, you will need a large increase in your capacity buffer. A large capacity buffer is typically very expensive. If you do not add the necessary capacity buffer, do nothing to reduce variability, and reduce your inventory buffer, the time buffer will increase. This means longer response times, reduction in on-time delivery performance and is typically also very expensive in terms of lost customers.
to sum it up I want to quote Factory Physics again: "The solution to managing variability in your environment is to determine the amount of “good” variability that is required to be profitable in your market (e.g. range of demand volume, different product offerings, promised lead times, on-time delivery) and then implement and maintain the most profitable portfolio of:
.. buffers (inventory, capacity and time)
.. investment in reduction of “bad” variability (e.g. more fixtures to reduce setup times, stocking replacement parts to reduce downtime, dynamic scheduling, demand shaping).
Too often, executives and managers embark on great challenges or slogan-based initiatives to improve performance without a good understanding of the potential consequences of their actions. For you to be successful as an executive or manager of a manufacturing or supply chain operation, it is vital that you understand these fundamental relationships of Factory Physics principles and manage the tradeoffs proactively."
Now what does all of this have to do with your SAP supply chain? A lot. I am pleading for the use of a scientific basis before ANY optimization effort - whether it is the use of consumption based planning strategies to reduce inventory or the implementation of eKanban and MF50 scheduling to achieve 'pull' - , otherwise you might waste your time, or even worse, spend a ton of money on advisers who sell you their unscientific methodology no matter what your situation is... and ignore variability!
- SAP Managed Tags:
- SAP ERP,
- MAN Production Planning (PP)
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
edocument
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Financial Operations
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- CDS view Required - S4Hana Public Cloud MD04 - stock functionality (released) in Enterprise Resource Planning Q&A
- Quarterly vat declaration Italy in Enterprise Resource Planning Q&A
- Mass Purchase Requisition deletion using transaction - MASS by adding deletion indicator field in Enterprise Resource Planning Blogs by Members
- Message_Type_X error when using BAPI in Enterprise Resource Planning Q&A
- Jobs Execution Logs Retention in Enterprise Resource Planning Q&A
Top kudoed authors
| User | Count |
|---|---|
| 6 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 |