
- SAP Community
- Products and Technology
- Enterprise Resource Planning
- ERP Blogs by Members
- Lean for the process industry
Enterprise Resource Planning Blogs by Members
Gain new perspectives and knowledge about enterprise resource planning in blog posts from community members. Share your own comments and ERP insights today!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Former Member
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
05-10-2012
4:00 AM
If your company is a process manufacturer, you most likely mix, blend, cure or otherwise process your products on a production line. One of the characteristics of processed products is that you can't disassemble them. An automobile you can usually 'unscrew' and put the components back in inventory (even though that is not true 100%, it is an approximation to generalize the difference between process and discrete manufacturing).
Also, in process manufacturing you may have by- and co-products; unfinished yield that may be re-introduced into the process. And you often can't predict what exactly comes out of the process. So you have to work with ranges (of specifications) and chemical formulas. All of that is provided with recipes and process orders in PP-PI.
As "lean manufacturing" came primarily from the automotive industry, process manufacturers always asked the question if they can reduce waste as well. Why not? You can not introduce 'one piece flow' but that's not the only lean principle. Why not heijunka level a production program or make every product every interval (EPEI)?
Peter L. King has written a book, Lean for the Process Industries. Dealing with Complexity, which beautifully translates all the 'automotive lean principles' to process manufacturing.
One of the most interesting ideas is the 'product wheel'. It represents the heijunka for processed products.
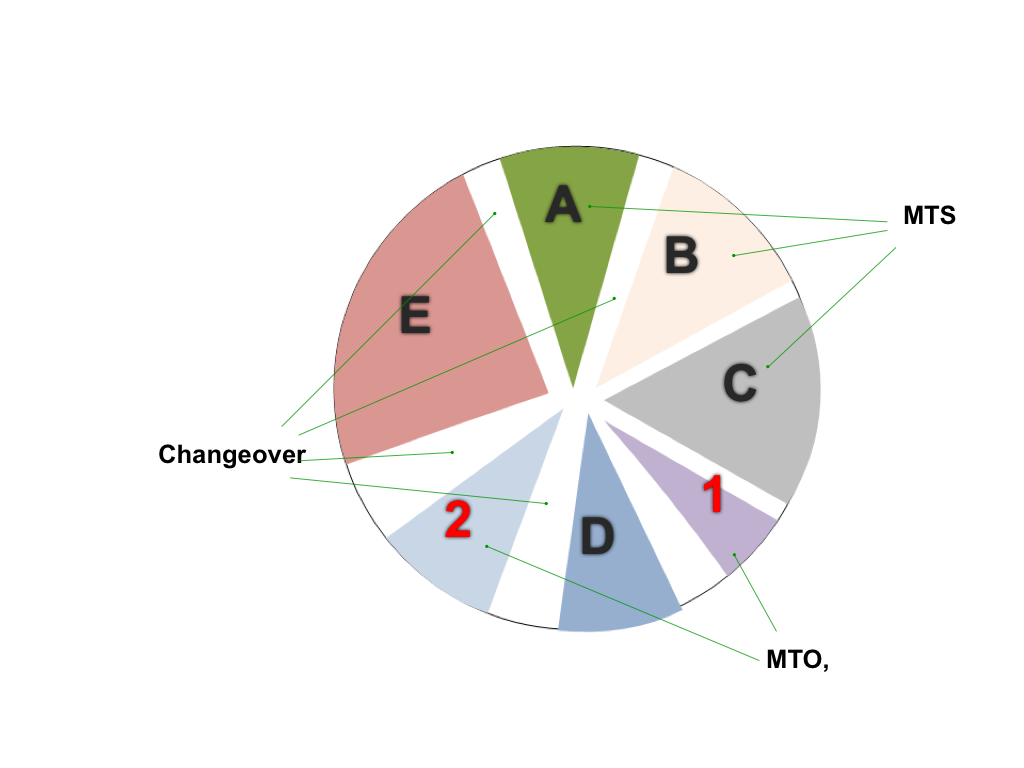
Products wheels allow you to schedule, capacity level and sequence your production program all at the same time. It is a mixed model scheduling concept which allows you to automatically fill a processing line to it's capacity, in a setup-optimized sequence, ensuring that the smallest possible lot size is processed as many times as possible within a planning cycle.
Within this concept the circle represents the lengths of the planning cycle, each spoke is a batch size (the lengths in time to produce it) of a specific product and the gap in between represents the time it takes to setup, clean or prep the line for the next product. Note that there are spokes for MTO and spokes for MTS. The MTS spokes are planned based on a forecast, whereas the MTO spokes are reserved time / capacity which can be filled by customer requests which are made to order.
A planner will first identify how much time is available during a planning cycle, to get around the wheel. If that time span is one week we simply sequence the total forecasted quantity for all products on that line and for the week around the wheel. If, with that, we get 2/3rds around the wheel, then there is 1/3 available for MTO capacity and setup time. So now you take up some space for MTO and 1/4 of the cycle is available for setup.
...and here is an interesting concept playing into one of the lean principles: avoid waste of overproduction!
If you have 1/4 of your line capacity left over after you planned for MTS and MTO, don't fill the line up to just make something! But rather use that capacity for more setup, so that you can produce in smaller batches. Smaller batches means more setup but also means more flexibility. If I make the entire batch of product A required in the week on Monday and Tuesday morning, I have no way to react, should the customers pick up less than what was forecasted. But If I make some on Monday, some on Wednesday and some on Friday, I have a much better chance to switch over Fridays production of A to make more of B.
And if my demand calls for only 3/4 of my capacity, I am really NOT better off reducing setup time and making more product - product that most likely goes to waste. And since most process manufacturers have shelf lives for their product, this concept becomes much more important here than in the automotive industry.
...so how do you setup the product wheel concept in SAP? There are two ways to do that: either you use capacity dispatching of process orders, graphically in CM25 or you employ the tools of repetitive manufacturing (i'm getting excited now 🙂 and most of you think I'm out of my mind! Yes, you can use ManRep with recipes as well!)
If you use CM25, you can setup a product wheel strategy to sequence and capacity level your plan which will look something like this:
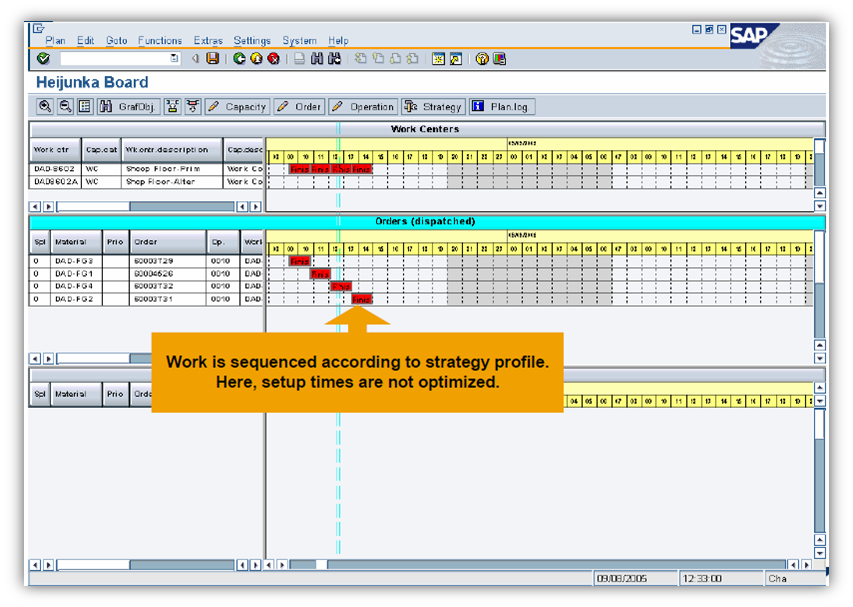
Should you go my preferred route and use LAS2 in repetitive manufacturing, you will have a heijunka-like procedure profile, you will be able to set the capacity limit for scheduling purposes and you don't have to convert any planned orders into process orders. the weekly sequence looks like this:

The moral of the story (if there is one) in either case is that there are possibilities with no end in the SAP system. Learn about them! Make them your own! Use them to advance your company's operations! And what is really exviting is that all this stuff works!
- SAP Managed Tags:
- SAP ERP,
- MAN Production Planning (PP)
1 Comment
You must be a registered user to add a comment. If you've already registered, sign in. Otherwise, register and sign in.
Labels in this area
-
"mm02"
1 -
A_PurchaseOrderItem additional fields
1 -
ABAP
1 -
ABAP Extensibility
1 -
ACCOSTRATE
1 -
ACDOCP
1 -
Adding your country in SPRO - Project Administration
1 -
Advance Return Management
1 -
AI and RPA in SAP Upgrades
1 -
Approval Workflows
1 -
ARM
1 -
ASN
1 -
Asset Management
1 -
Associations in CDS Views
1 -
auditlog
1 -
Authorization
1 -
Availability date
1 -
Azure Center for SAP Solutions
1 -
AzureSentinel
2 -
Bank
1 -
BAPI_SALESORDER_CREATEFROMDAT2
1 -
BRF+
1 -
BRFPLUS
1 -
Bundled Cloud Services
1 -
business participation
1 -
Business Processes
1 -
CAPM
1 -
Carbon
1 -
Cental Finance
1 -
CFIN
1 -
CFIN Document Splitting
1 -
Cloud ALM
1 -
Cloud Integration
1 -
condition contract management
1 -
Connection - The default connection string cannot be used.
1 -
Custom Table Creation
1 -
Customer Screen in Production Order
1 -
Data Quality Management
1 -
Date required
1 -
Decisions
1 -
desafios4hana
1 -
Developing with SAP Integration Suite
1 -
Direct Outbound Delivery
1 -
DMOVE2S4
1 -
EAM
1 -
EDI
2 -
EDI 850
1 -
EDI 856
1 -
edocument
1 -
EHS Product Structure
1 -
Emergency Access Management
1 -
Energy
1 -
EPC
1 -
Financial Operations
1 -
Find
1 -
FINSSKF
1 -
Fiori
1 -
Flexible Workflow
1 -
Gas
1 -
Gen AI enabled SAP Upgrades
1 -
General
1 -
generate_xlsx_file
1 -
Getting Started
1 -
HomogeneousDMO
1 -
IDOC
2 -
Integration
1 -
Learning Content
2 -
LogicApps
2 -
low touchproject
1 -
Maintenance
1 -
management
1 -
Material creation
1 -
Material Management
1 -
MD04
1 -
MD61
1 -
methodology
1 -
Microsoft
2 -
MicrosoftSentinel
2 -
Migration
1 -
MRP
1 -
MS Teams
2 -
MT940
1 -
Newcomer
1 -
Notifications
1 -
Oil
1 -
open connectors
1 -
Order Change Log
1 -
ORDERS
2 -
OSS Note 390635
1 -
outbound delivery
1 -
outsourcing
1 -
PCE
1 -
Permit to Work
1 -
PIR Consumption Mode
1 -
PIR's
1 -
PIRs
1 -
PIRs Consumption
1 -
PIRs Reduction
1 -
Plan Independent Requirement
1 -
Premium Plus
1 -
pricing
1 -
Primavera P6
1 -
Process Excellence
1 -
Process Management
1 -
Process Order Change Log
1 -
Process purchase requisitions
1 -
Product Information
1 -
Production Order Change Log
1 -
Purchase requisition
1 -
Purchasing Lead Time
1 -
Redwood for SAP Job execution Setup
1 -
RISE with SAP
1 -
RisewithSAP
1 -
Rizing
1 -
S4 Cost Center Planning
1 -
S4 HANA
1 -
S4HANA
3 -
Sales and Distribution
1 -
Sales Commission
1 -
sales order
1 -
SAP
2 -
SAP Best Practices
1 -
SAP Build
1 -
SAP Build apps
1 -
SAP Cloud ALM
1 -
SAP Data Quality Management
1 -
SAP Maintenance resource scheduling
2 -
SAP Note 390635
1 -
SAP S4HANA
2 -
SAP S4HANA Cloud private edition
1 -
SAP Upgrade Automation
1 -
SAP WCM
1 -
SAP Work Clearance Management
1 -
Schedule Agreement
1 -
SDM
1 -
security
2 -
Settlement Management
1 -
soar
2 -
SSIS
1 -
SU01
1 -
SUM2.0SP17
1 -
SUMDMO
1 -
Teams
2 -
User Administration
1 -
User Participation
1 -
Utilities
1 -
va01
1 -
vendor
1 -
vl01n
1 -
vl02n
1 -
WCM
1 -
X12 850
1 -
xlsx_file_abap
1 -
YTD|MTD|QTD in CDs views using Date Function
1
- « Previous
- Next »
Related Content
- Update of the SAP Activate Roadmap for SAP S/4HANA (on prem) upgrades with the Clean Core Strategy in Enterprise Resource Planning Blogs by SAP
- Enterprise Portfolio and Project Management in SAP S/4HANA Cloud, Private Edition 2023 FPS1 in Enterprise Resource Planning Blogs by SAP
- The Role of SAP Business AI in the Chemical Industry. Overview in Enterprise Resource Planning Blogs by SAP
- SAP S/4HANA Cloud Extensions with SAP Build Best Practices: An Expert Roundtable in Enterprise Resource Planning Blogs by SAP
- DIMP _ Discrete Industries Mill Processing in S/4HANA in Enterprise Resource Planning Q&A
Top kudoed authors
| User | Count |
|---|---|
| 5 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 2 | |
| 1 | |
| 1 |