
- SAP Community
- Products and Technology
- Additional Blogs by SAP
- Product Definition in the Primary Metals Industry
Additional Blogs by SAP
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
roman_kuhn
Member
Options
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
07-12-2007
3:21 AM
1 General Comments
1.1 Why is this an issue at all?
Modeling materials in the mill industries, especially in primary metals and steel has always been an important part of an implementation project.
Different from other industries, the production structure looks more like an inverted tree, because from a single batch of liquid steel a multitude of different products can be produced.

It requires a high number of parameters/characteristics to describe how to process a material, but also to describe the result of a process step. SAP's Variant Configuration provides the tool to do the modeling. Configurable materials, partially and fully configured material variants as well as batches are the data objects used to model the materials and products in the business processes for primary metals and steel industry.
So, the tools are there. What is the problem now?
1.2 Background from projects in the steel industry
If we look at the various implementations of SAP in the primary metals and steel industry we can find a huge variety of implementations with regards to product modelling.
In some of the older implementations where SAP mainly plays the role of the financial system, only the raw materials and the finished goods have been modeled at all. In these scenarios sales orders are taken in SAP ERP SD and passed on to the mill systems doing all the production planning and execution and part of the logistics execution. After goods issue of the raw materials in SAP ERP MM the next time SAP ERP got to know something about the material is after production. Production orders are used to report capacity consumption only to build the link to SAP ERP CO.
That means, only the raw materials and the sellable materials are modeled in SAP, using variant configuration (VC), if at all. If VC is used then only to describe the customer specification and later on the characteristics of the finished goods batches (classification).
As soon as a company wants to do more in SAP ERP in the area of production planning and execution, as well as quality management, or even just wants to have a better visibility of WIP/semi-finished inventory in the mill, the question of how to model the materials in SAP ERP comes up again.
Material in SAP ERP (and SAP SCM as well) is only visible as physical items, if it is modeled as a material master. As mentioned earlier, characteristics are necessary in the primary metals and steel industry to describe a material. This is not only true for finished goods, but also for semifinished goods.
So there are two major issues in each implementation project related to the material master data model:
- How to define configurable materials and material variants?
- At which stages of the production process do we need to introduce a material master level?
In the following I want to give some criteria to make this decision.
To make it clear: this is one of the most important decisions which needs to be made at the very beginning of a project. Decisions being made here will directly influence most of the processes in production, inventory management, logistics, sales & distribution, quality management, controlling and supply chain management. Even the interfaces to MES and processes in the MES systems are directly affected.
2 Configurable Materials vs. Material Variants
If in primary metals and steel all materials have to have characteristics to describe them, why do we need different material master records with differentiating material numbers/names at all? Wouldn't it be enough to have just one configurable material, named let's say "STEEL", and describe everything else with characteristics and object dependencies (the rules to evaluate the characteristics)?
The main reasons are performance, master data structure and complexity of rules.
Having just one single configurable material for all the real materials and their variations would be like to throw everything in a warehouse without any order. It would take a lot of time to find something in this warehouse, if you can find it at all.
In the following I want to discuss some of the most important criteria for the definition of materials, including the different types of configurable materials and material variants.
2.1 Configurable materials
The topmost object in the hierarchy of material related objects of variant configuration are the so called configurable materials.
From a technical point of view, the material master record of a configurable material defines the necessary data which are inherited to the material variants related to this configurable material. Part of the data set are also the classes with their characteristics. Only with characteristics populated with values, a configurable material becomes a real material, without it is a template only.
Another set of master data also belongs to the configurable material: the Bill of Materials (BOM) and the Routing.
The BOM describes which components are necessary to produce the material, the routing describes the sequence of process steps. In case of a configurable material we normally do not have a BOM and routing with predefined components and process steps (operations, activities). Instead, rules (object dependencies) make use of the characteristic values in order to determine components and operations (or at least parameters like component quantity or operation duration).
In primary metals and steel business processes there may be a configurable material HRC "hot rolled coil" with characteristics like steel grade, norm, thickness, width, and so on. Only with these characteristics populated with values, production knows, what kinds of slabs to use to roll that HRC and how to roll it.
If a configurable material should be used as a sales order line item, the order taker needs to enter, based on the customer specification, a number of characteristics. Other characteristics may be calculated based on them.
2.2 Fully configured material variants
Fully configured material variants can be seen as instances of a configurable material. Such kind of a variant has a unique material name, different from the configurable material. All the characteristic values are predefined in the material master. A material variant is always referencing a configurable material where it gets its class assignments from.
If we anyway need a separate material number for each variant, why are they useful at all?
First of all in primary metals and steel (and some other industries) the characteristics are used in many processes and for all kinds of decisions. Having a material number only would mean to encode the characteristics values into the material number. Besides the fact that the material number is only 18 characters long, it is not recommended to put any meaning into the material number. It would require additional logic all over the place to extract the information from the text field.
In addition to that a material variant does not need its own BOM and routing. It can use the BOM and routing defined for the configurable material. The object dependencies from the configurable material, together with the characteristic values stored in the material variant, are able to instantiate the BOM and routing for the variant.
Is it recommended to use fully configured material variants to model materials in primary metals and steel?
Normally not. This is mainly because of the huge number of possible characteristic value combinations in our industry, plus the volatility of the processes. There are replenishment scenarios where materials are produced to stock. Depending on the modelling, this may require fully configured material variants.
2.3 Partially configured material variants
As mentioned in the previous chapters neither configurable materials nor fully configured material variants are the ideal solution for modeling. So what is the solution?
Actually it is a kind of a mixture of both. We call that partially configured material variants.
Basically these are material variants as described before. The only difference is that not all characteristics are predefined in the material master. The missing characteristic values are mainly entered during sales order entry, or calculated during sales order taking or calculated based on the characteristics of the next level demands (i.e. planned or production orders).
There are several advantages for this concept.
On the one hand side we have a structure in our material definitions (criteria for this structure will be discussed later). We have predefined characteristic values which do not change very often and which have a low number of possible values. Characteristics with a high range of values, or which are customer specific, or which are volatile in production are not predefined but populated in sales order entry or during production planning and execution. This allows us to handle variances/tolerances in material specification and actual values.
If a material is of steel grade A or B matters. If the thickness is 0.31 or 0.34 is a matter of tolerances. It could be described with the same material number. We do not need two different material numbers for thickness 0.31 and 0.34, because materials with a thickness within this range are interchangeable in our example.

We will see later some more criteria for the decision which of the characteristic values to predefine in the material master.
2.4 Controlling and reporting needs for having material numbers
In the last three chapters we have seen which concepts are available for modeling materials in primary metals and steel. Beside of the already mentioned criteria, at this point we want to discuss some more topics why and how we set up a material master model in a certain way.
Configurable materials
We have already made the statement that it makes sense to have configurable materials per material level in our process. We will see later which material level we need and why it would make sense to have more than one configurable material per level. Normally we would not use configurable materials directly in the order entry or in a BOM. One exception is the production of materials for the R&D department or in cases where the customer orders a material with a specification different from all existing material variants.Fully configured material variants
Such kind of material variants should only be used for standard materials where the customer has no choice. He can select from a catalog of standard materials. Also for standardized semi-finished goods fully configured material variants may make sense. Still there is an issue if production gets a demand for material variant A with 0.31 thickness, but 0.29 gets produced. This would be another material B, requiring some special action in production order reporting and materials management.Partially configured material variants
This is actually the recommended way to go. It combines the necessary flexibility with the also necessary structure. However there are also some significant other reasons to go that way.Many reports in the ERP system are based on material numbers and do not consider characteristics in the first place (i.e. for searching, filtering etc.). And even more important: the handling of costs and values are based on material numbers, not based on characteristics.
What does that mean? Let's assume that we have a coil yard with 1000 coils sitting there. They are all described with the configurable material CRC. The only information you get out of financial reports is the summarized value of all coils. There is little chance to differentiate between for example steel grades or intended usage. Very likely this situation would not be accepted by at least the controlling department.
Beside of the other reasons this is from a business point of view the most important reasons to introduce a structure of material numbers even on the same material level.
2.5 General ideas, which characteristics should be in the material number
As explained, for modeling material in primary metals and steel we need a combination of configurable materials, and partially configured material variants, and maybe some fully configured material variants. We also said that we should have configurable materials for the different production levels.
However there are still two decisions to be made.
Should we have one or more configurable materials per material type like slabs, HRC, CRC and so on? What is the aggregation level of characteristics in the configurable material and, more importantly, in the material variant?
Let us discuss the second topic first.
What does "aggregation level of characteristics" mean?
If we defined a material named STEEL without any other meaning or grouping it would basically be the highest aggregation level. All the characteristics have to be specified explicitly. No specific characteristic value can be derived from the material name. All the different characteristics with their possible values are aggregated into one single material number.
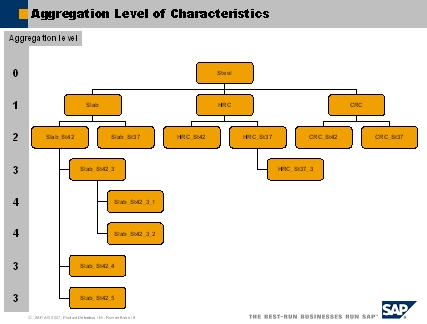
A little bit similar would be the scenario with a material i.e. called SLAB or HRC or CRC.
If we would define a material like SLAB_St42 with the meaning that this material should represent all slabs of a certain steel grade, we would have a aggregation level one below the maximum. The material master itself is differentiating the various steel grades. Even if there would be a characteristics named STEELGRADE with the value "St42" this would be for better access of the steel grade information. All other characteristics are still not specified. If we now add another parameter to the material master like SLAB_St42_Beam with have already disaggregated two characteristic levels. Still in the class of these materials we may have the characteristics STEELGRADE and USAGE, but basically have them for documentation or search functionality only.
Which of the characteristics should be used for disaggregation? There is not a general, single answer to that question. Criteria are mainly driven by diversity in production, requirements from controlling or just readability and usability.
The obvious criteria are coming from controlling. All the characteristics which values have a direct relation to the cost/value of the material and are not related to the quantity have to be disaggregated to the material number. Very often this are at least the steel grade and the thickness(group). Downstream also coating and galvanizing types as well as shapes may be in the material number. Length for example is a characteristic which of course influences the value, but it has a direct relation to the quantity.
It becomes clear that downstream material numbers are much more disaggregated than upstream material numbers. On the slab level it is commonly only the steelgrade.
2.6 When does it make sense to have more than one conf. material on one level?
We have not yet discussed where we should do this disaggragation, meaning differentiating materials by characteristic values. There are actually two options: The differentiation can be done at the level of configurable materials or it can be done onthe level of the material variants.
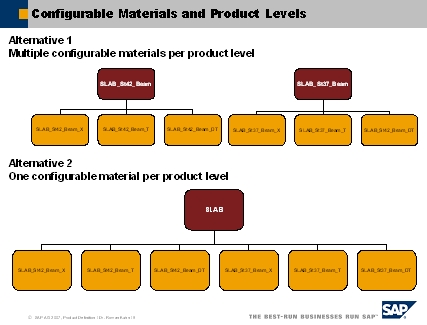
In the first case our material SLAB_St42_Beam would be a configurable material with maybe multiple material variants referring to that. If we produce beams also in other steel grades, we would have additional configurable materials like SLAB_St37_Beam.
In the second case we would have a configurable material SLAB and at least a material variant SLAB_St42_Beam. A second material variant like SLAB_St37_Beam would refer to the same configurable material SLAB.
Is there a criteria to already differentiate at the level of configurable materials? Beside of maybe system performance reasons, there is to my mind only one:
Remember that we normally have one BOM and routing for a configurable material. If the material variants of a configurable material are very different in terms of process steps (routing) or components (BOM), the various options have to be modeled with rules (object dependencies). In this case, the rules may become very complicated and hard to maintain. It then would make sense to have separate BOMs and routings (multiple production versions) for the different production processes or materials. In this case you can either assign multiple BOMs and routings to a single configurable material. If an order should be created for a certain material variant, the system needs to identify the appropriate master data. Or, to make it easier in this case, you define different configurable materials with only one BOM and routing, representing the different production processes.
If there is not such an issue, the disaggregation should be done on the level of material variants, while the structure of the configurable materials should be kept as simple as possible.
Also bear in mind that a high level differentiation reduces the flexibility in planning and execution. If a material A was planned to be produced, but a material with different i.e. metallurgical parameters comes out of the process, it can be easier assigned to a different material variant of the same configurable material (even by overwriting the characteristics), than to one of another configurable material.
3 Material Levels
In the previous section we briefly mentioned that we should have material defined at various levels of production, not just for raw materials and finished goods.
At this point we want to motivate the rational behind that statement.
3.1 Old approach with raw material and finished goods only
Many companies in primary metals and steel have implemented SAP ERP (R/3) already many years ago. At that time neither the SAP ERP capabilities were really sufficient for handling steel production nor were concepts of supply chain management available or under consideration during software implementation projects in the industry.
Because producing steel and planning the production of steel are very complicated and not really stable or reliable tasks, special systems for the production areas have to be put in place for handling that.
These systems (often called level 3 or MES (Manufacturing Execution Systems)) are actually doing much more than just execution. They are responsible for the transformation of the customer requirements into a feasible and hopefully optimal plan for the area of responsibility, which is normally a machine or a certain production area. After that they control the execution of the plan. Actually these kind of systems are doing much more. At this point we do not want to discuss MES versus ERP.
In these kind of scenarios, the SAP ERP (R/3) system was mainly used for financial and controlling and some materials management purposes. Very often only the raw materials and the finished goods were defined and visible in the ERP system. Production orders have been created just to collect material consumption data and activity costs along the production. Therefore production orders consisted of all production steps from steel making to finishing.
Material tracking and tracing and everything else related to intermediate materials was done by the MES systems.
3.2 New requirements requiring new business processes
Today primary metals and steel companies are facing challenging requirements.
- Through mergers and acquisitions steel companies not only have a single integrated mill from iron making to finishing, but have several mills, or at least several mills for some of the production areas.
- Optimization of a single line is a context task (in the Moore model). That means a steel company has to have it, but it does not differentiate them from the competition. Planning integration on the process level is one requirement (i.e. for direct charging), overall optimization of the company another, an even more relevant one.
- Controlling production with simple KPIs like "Output per day" is also not appropriate anymore. This kind of low level control causes suboptimal control of the company, even the production.
- Steel companies are a part of a supply chain, reaching from the mines to the final customer. The mechanisms of the complete supply chain have to be considered at all levels.
- Customers become more demanding. OTIF (on time in full) as a KPI requires a reliable determination of delivery dates, a complete visibility of the inner-enterprise supply chain down to the production level and fast response upon unplanned events.
And this is just a small selection of all the other requirements & challenges of the industry.
Nevertheless this should be enough to make clear, that we need more planning, control and visibility on the level above the production,which are the areas of ERP and SCM.
In order to accomplish this the ERP and SCM system need
- to take the responsibility for the overall planning from strategic planning down to a certain level of production planning
- to integrate the low level planning functions with the high level planning functions
- up-to-date, in-detail information about the status on the production level in order to make decisions if the higher planning and execution levels are affected.
One of the prerequisites of all this are accurate information about the planned and produced materials and for this we need a material model which goes far beyond the old model explained in the last chapter.
3.3 Concept of multiple material levels
A material model far beyond the old one means basically that we need materials on more production levels than raw material and finished goods. Information about the status of individual items in production or about the value of material sitting in production stockyards, the ability to reallocate material to more important and profitable customers orders, the flexibility to produce a material in another mill, all that requires that such materials are defined in the SAP environment first of all.
What is necessary are material definitions on semi-finished goods / intermediate level, i.e. for slabs, HRCs, CRCs and so on.The question is now: for which intermediates do we need a material definition in SAP ERP and SAP SCM?
Some of the criteria to consider are explained in the following.
3.4 Criteria where to put a material level
The production process in an integrated primary metals and steel mill consists of many production steps, like steel making (which again consists of several steps), casting, hot rolling, pickling, cold rolling, annealing, galvanizing, slitting, packaging and so on.
The overall production is a mix of continuous and discrete processes. The cut between the two is the casting. Here we transform liquid material into solid items. An individual slab after casting is then processed step by step towards the finished good, i.e. a coated sheet.
Before slitting / shearing operations we have basically a one-to-one relationship between ingoing material and outgoing material of a process (neglecting process driven welding and cutting of multiple coils into one or into many).
There are only a few other components in a BOM like coating or galvanizing material.
Nevertheless if we look from the angle of material numbers, this number is increasing from production step to production step, because new characteristics are added because of the process step.
Physically we have after each production step a different material. Do we need to model each of these materials in SAP ERP and SAP SCM or what are the criteria where to put an "SAP material"?
In the following I will provide a list of possible criteria to guide decision, after which production steps we should have a material level in the SAP system.

3.4.1 Selling the material
A steel company normally has not just one type of finished goods. Very often, material can be sold at various stages of the process. Some companies may sell slabs to rolling mills, others sell HRCs to other cold rolling mills and of course in an integrated mill there are the high-value products like organic-coated sheets or similar products.
Therefore our first criterion we have is: Whatever can be sold (externally and internally) needs to be defined as a material.
3.4.2 Decision point how to process the material further
Primary metals and steel production is by far not as stable as an assembly oriented production process. After each process step it has to be checked if an item like a coil still is in the tolerances of the demand specification. If not and if simple rework cannot get the item back on track, it has to be de-allocated from the current process and final demand. The item then needs to be assigned to a new production sequence or an existing one which matches a different customer order requirement.
This reallocation is normally done in the mill system. However it has to be reflected on the higher level (ERP/SCM) as well, because it changes the overall demand / supply situation, which may require actions on that level, like call the customer about late delivery.
Second criterion: If the reallocation of material should be reflected in SAP ERP/SCM it is of advantage if we have a material level at that stage.
3.4.3 Stock the material for a ERP / planning relevant time frame
Stock exists between many production steps for multiple purposes, like cooling, safety stock, advanced stock, different sequences on subsequent machines and many more.
Sometimes an item stays in such a stock just for a couple of hours, but sometimes also significantly longer.
If somebody in the company now wants to use the SAP ERP system to get information about all the materials sitting somewhere and the value of this material, the prerequisite is that a material is defined. WIP material between two operations of a production order is not visible on a detailed basis in the SAP system.
Third/fourth criterion: If material in a production stockyard should be visible in SAP ERP/SCM it has to be defined as a material master. If we we want to report the value of a material in the company (not only finished goods) we need to have it defined as a material master.
3.4.4 Active / passive subcontracting point
Companies try to establish different supply chains to be able to react on different types and levels of demand. Of course every company wants to take all incoming customer orders. However we have demand of different kinds: continuous demands from long-term contracts, forecast demands and spot demands. To handle the demands exceeding the production capacity without building up such capacity, subcontracting is a common option. Either material is procured from other companies on an intermediate goods level, or certain process steps are done outside.
Fifth criterion: At a process step where material can be procured from outside, send to an outside processor or comes back from an outside processor, we need a material level.
3.4.5 Reassign material to another order
Beside of deviations in the process we may also want to have the flexibility to allocate an intermediate material to a process chain which fulfills another customer order. This customer may have a higher priority or the material being in process for this customer is off-spec and a planner needs to find other items which can be used for that customer as well.
Sixth criterion: If a process should be established that a planner or a person in a customer-facing role can re-assign items from one customer to another, we need a material level at the decision points.
3.4.6 Summary
At the end of this topic it should be obvious that the highest level of flexibility in the SAP ERP and SCM system can only be reached with materials being defined after most of the production steps. Actually it makes even sense to have a material level "liquid steel" between steel making and casting, even if none of the above described criteria are valid. If the process is able to cast different type of slabs or blooms out of a single heat or sequence of heats for the same steel type, controlling traceability requires a material level at that point.
At the end there are only a few production steps where a material level does not make sense or is not necessary. Basically these are physically linked production steps, where there is no possibility to take items out of the process.
4 Summary
The definition of materials is one of the most critical steps in an implementation project, especially if production scenarios should be covered. The decisions have to be taken carefully. Mistakes or wrong decisions are hard to correct as soon as other processes are setup based on these decisions.
With this blog I wanted to give some background, recommendations and criteria for material definitions especially in the primary metals and steel business. There are a number of other industries where these criteria are partially valid as well, i.e. paper or textiles.
5 Comments
Related Content
- Managing PFAS with SAP: Regulations and Business Challenges in Product Lifecycle Management Blogs by Members
- SAP Fiori for SAP S/4HANA - Composite Roles in launchpad content and layout tools in Enterprise Resource Planning Blogs by SAP
- Adverse Media Monitoring: How to improve overall Supply Chain Management in Supply Chain Management Blogs by Members
- You are the Voice of HR! Participate Now in Sapient Insights Group’s 27th Annual HR Systems Survey. in Human Capital Management Blogs by SAP
- Standard integration templates in Talent Intelligence Hub in Human Capital Management Blogs by SAP